In the world of Directed Energy Deposition (DED), terminology often obscures reality. Engineers frequently conflate Powder Bed Fusion (PBF) with Powder-fed DED (LMD-P), or assume all DED technologies share the same operational risks.
They do not.
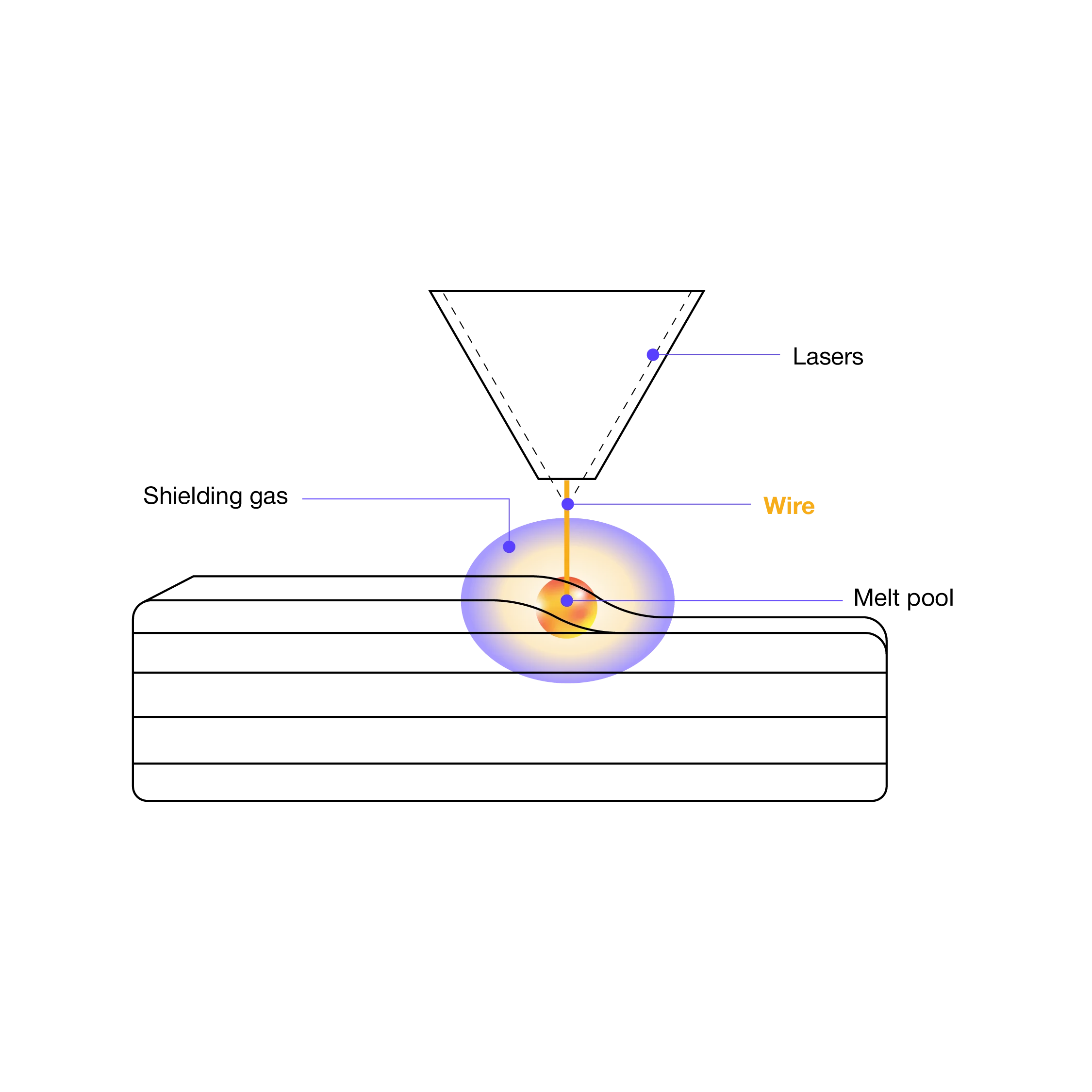
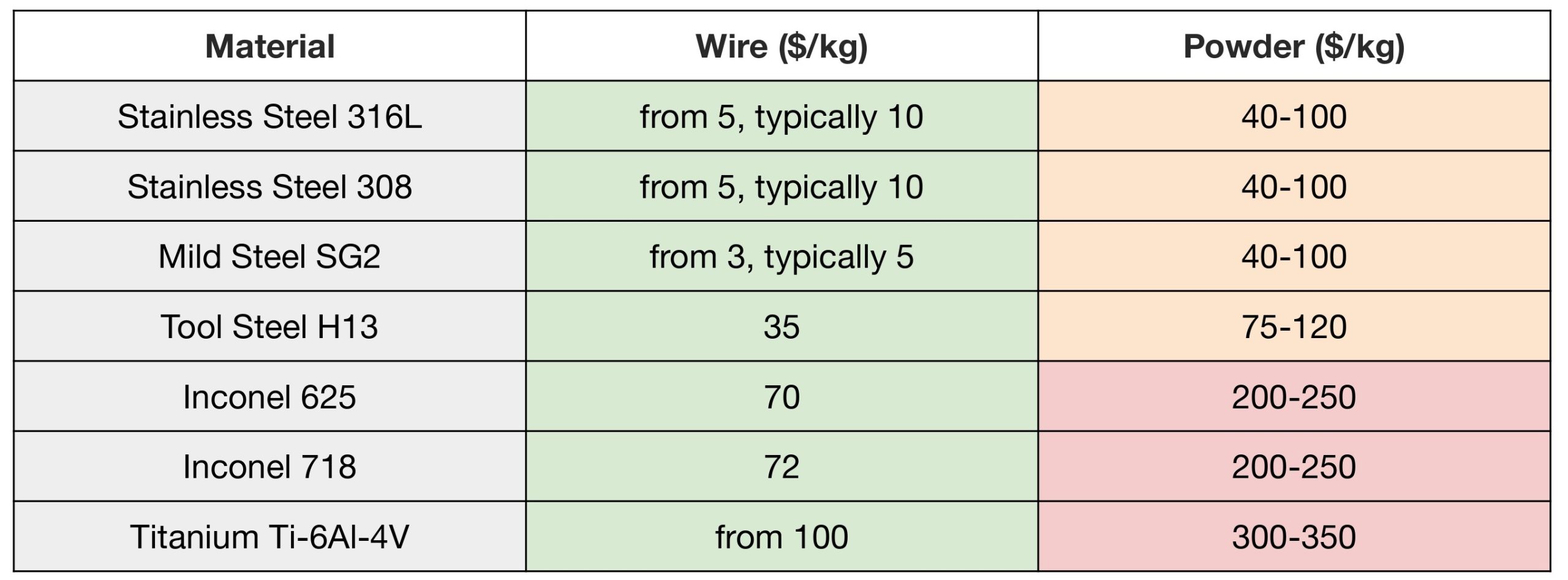
While Powder DED (LMD-P) has been a standard for cladding and repair for decades, the industrial shift toward Wire-Laser Metal Deposition (LMD-W)—Meltio’s core technology—is driven by three non-negotiable manufacturing KPIs: Safety, Cost, and Material Efficiency.
This article dissects the mechanics of Powder DED, its specific limitations regarding «catchment efficiency,» and why Wire-Laser DED is displacing it for near-net-shape manufacturing and industrial repair.
1. Powder-based AM technologies: Powder Bed Fusion and Powder DED
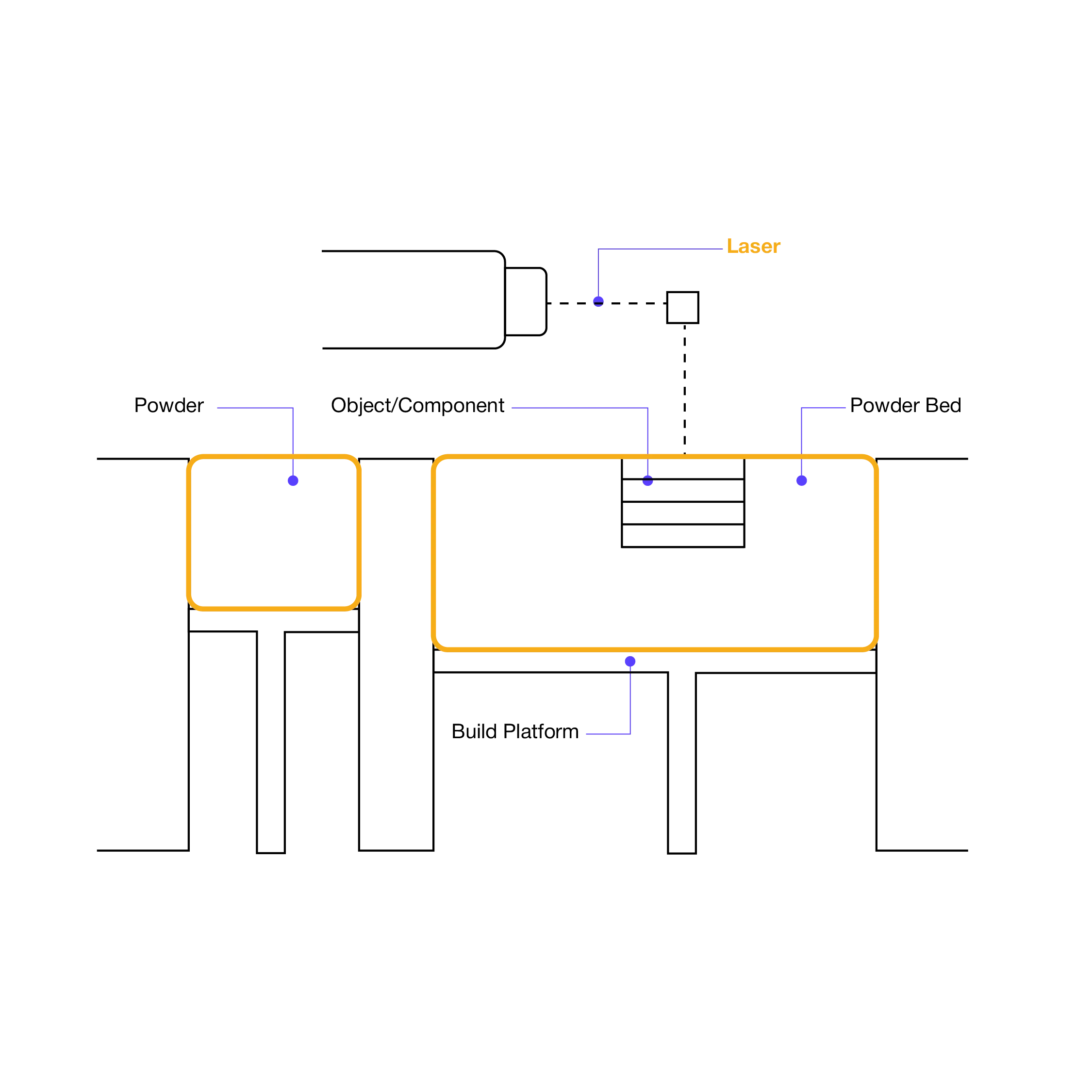
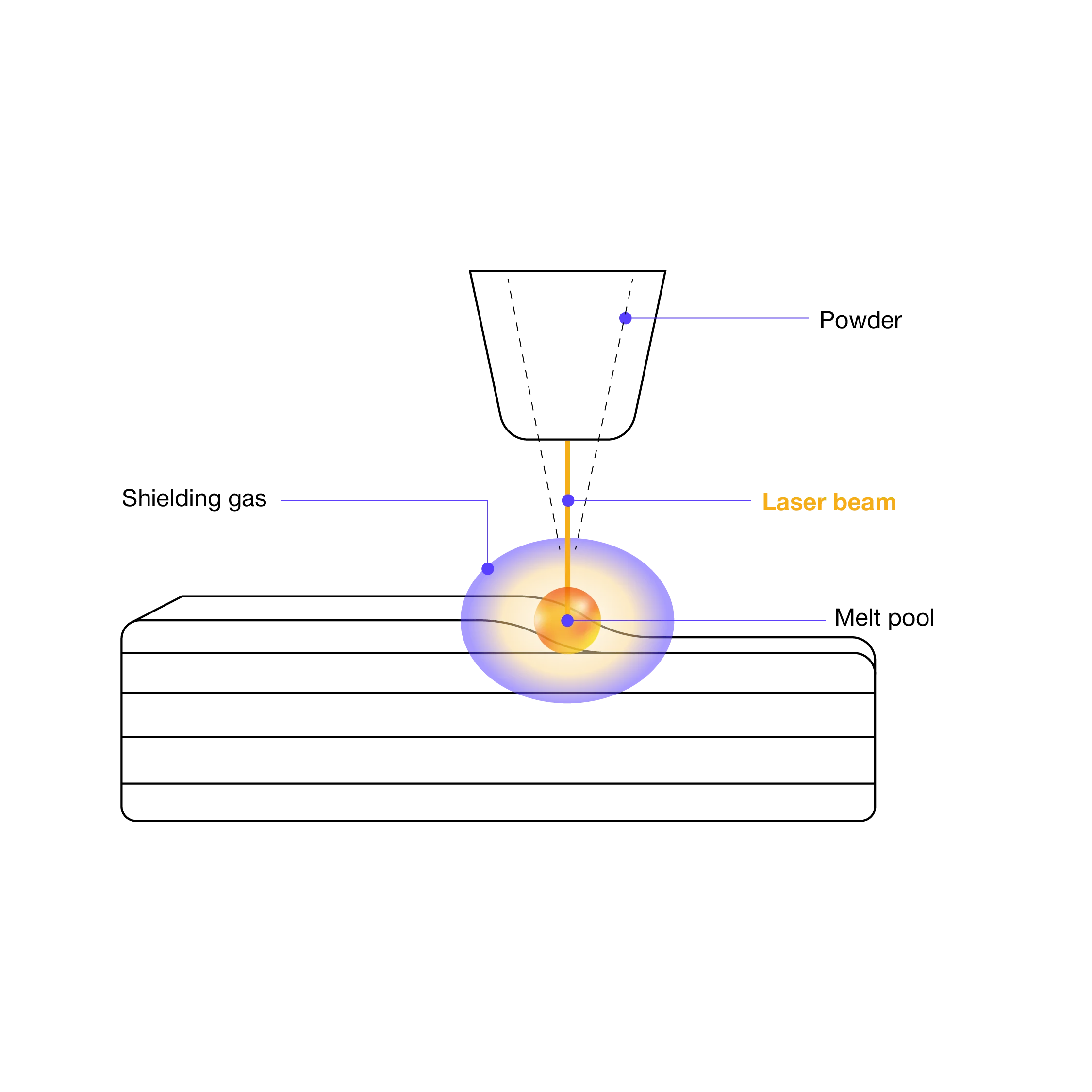
Within the powder technologies, among those using lasers, we highlight Powder-Bed-Fusion (PBF) and Powder DED.
Powder Bed Fusion (PBF) has emerged as one of the most prominent additive manufacturing processes, widely adopted for creating 3D objects in engineering and biomedical applications. Its advantage lies in the ability to manufacture parts layer by layer using a single material, allowing for the fabrication of intricate geometries with customized designs tailored for specific industrial needs.
B. Deposition efficiency
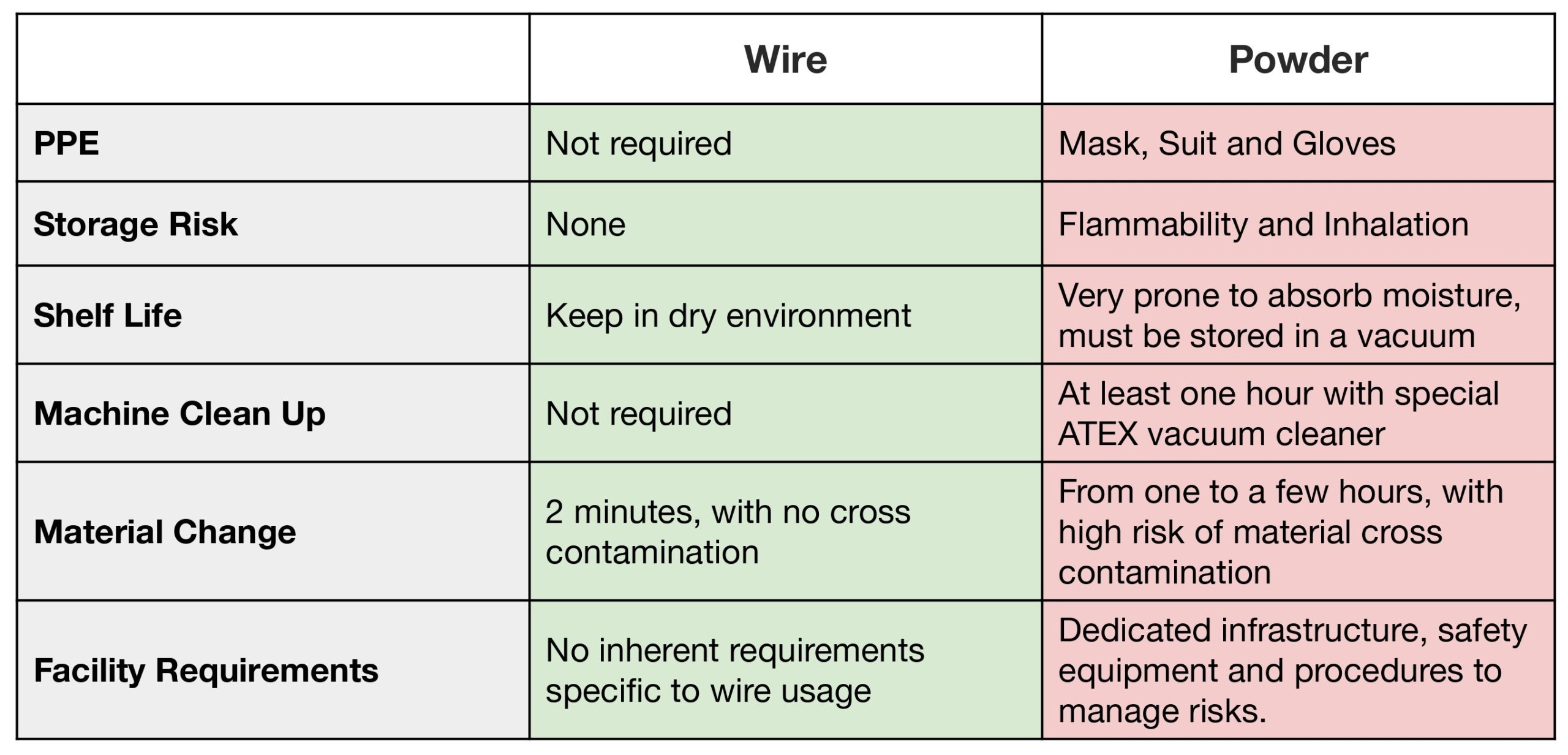
Powder: As noted, varying catchment efficiency leads to inconsistent deposition rates and messy cleanups.
Wire: 100% transfer efficiency. Every millimeter of wire fed into the Meltio head becomes part of the final component. There is no waste stream to manage.
C. Maintenance & Cleanliness
Powder: LMD-P nozzles clog. Powder feeders jam. The build chamber requires constant vacuuming to prevent cross-contamination.
Wire: The system is mechanically simple. Wire is pushed/pulled by rollers. There is no powder to clog optics or sensors. Changeovers take minutes, not hours of cleaning.