
Meltio utilizes a proprietary Wire-Laser Metal 3D Printing technology, technically classified as Laser Metal Deposition (LMD) or Directed Energy Deposition (DED). Unlike powder-based systems (SLM) that require sealed chambers, or electric arc systems (WAAM) that sacrifice resolution for speed, Meltio creates a high-density intersection of precision and scalability.
The process controls a multi-laser deposition head to melt standard welding wire directly onto a substrate. This approach allows for Near-Net Shape (NNS) manufacturing, significantly reducing material waste compared to subtractive methods.
1. DED: Integrated energy source and feedstock deposition
In Directed Energy Deposition (DED), both the energy source and the feedstock come together during the manufacturing process, enabling a continuous build process.
The energy source is precisely directed to the point where the material is being deposited and the feedstock is continuously fed into the system while being melted. As the feedstock material is fused, it adheres to the previously deposited layers, creating a cohesive structure.
This simultaneous combination of the energy source and feedstock in DED distinguishes it from other metallic additive manufacturing processes like Powder Bed Fusion (PBF) techniques, where the metallic powder is spread over the build platform separately from the energy source, and the powder is selectively melted to create the part.
PBF processes often require stopping the build process to spread a new layer of powder, which can lead to potential downtime and decreased productivity.
2. DED vs. other additive manufacturing processes
The main difference between Directed Energy Deposition (DED) and other additive manufacturing processes lies in the way the material is deposited and the overall approach to building parts or components.
- Deposition Method: In DED, a focused energy source, such as a laser or electron beam, is used to melt and fuse metallic material as it is precisely deposited layer by layer. This allows for the creation of complex geometries and the addition of material to existing structures.
- Feedstock: DED typically uses wire feedstock as the material, in contrast with other processes such as PBF that use metallic powder as the raw material.
- Applications: DED is well-suited for repairing components, adding material to worn-out parts, and building medium to large-scale, complex structures, such as industrial machinery or aerospace components.
Other metallic additive manufacturing processes, such as Selective Laser Melting (SLM) and Electron Beam Melting (EBM), fall under the category of Powder Bed Fusion (PBF) techniques. In PBF, a thin layer of metallic powder is spread over the build platform, and a laser or electron beam selectively melts the powder to create the desired shape one layer at a time. The process is repeated for each layer until the final part is complete.

TIP: Read the full report about Wire vs Powder HERE
3. Unique advantages thanks to putting together wire and laser
The combination of using wire as feedstock and a laser as the energy source in DED is considered a new combination in the context of additive manufacturing due to its unique advantages and recent advancements in technology.
While DED itself has been in use for several years, the specific use of wire feedstock with a laser energy source is a relatively recent development and has gained increasing attention in various industries.
Here are some reasons why this combination is considered new and noteworthy:
Material versatility
The use of wire feedstock offers a wider range of material options compared to other DED feedstock options, such as powder. This grants the deposition of a broader variety of alloys, making it well-suited for a diverse range of applications across different industries.
Continuous deposition
The continuous feed of wire feedstock during the DED process allows for a seamless and uninterrupted additive build, resulting in increased efficiency and reduced production time. This continuous deposition also eliminates the need for frequent interruptions and manual handling, further streamlining the process.
Large-scale applications
This combination is particularly well-suited for producing large-scale components due to the continuous feed and reduced need for support structures. It allows for the creation of sizable parts with reduced production time and cost-effectiveness.
4. Benefits of a Wire-Based 3D Printing Process
As an innovative approach to additive manufacturing, wire-based 3D printing offers a range of benefits that set it apart from traditional powdered feedstock methods. Here are some of the advantages:
4.1. The economics of commoditized feedstock
The primary barrier to scaling metal Additive Manufacturing (AM) has historically been the cost of materials. Powder Bed Fusion (PBF) and Binder Jetting rely on gas-atomized powders, which often command a premium of 10x to 20x over standard bulk materials.
Meltio’s technology utilizes commercial welding wire, a global industrial commodity.
Supply chain resilience: Wire formats are standardized (AWS, ISO). You are not locked into a proprietary vendor; you can source mild steel or Inconel 718 from any local welding supplier.
Cost reduction: With stainless steel wire often trading around $5–$8/kg compared to $80+/kg for specialized AM powders, the OpEx reduction is immediate.
- Zero material waste: Meltio’s dual wire metal deposition process enables the wire to enter the melt pool coaxially, effectively using 100% of the material. In comparison, powder-based processes often generate significant material waste, ranging from 30% to 50%.

4.2. Metallurgical integrity: 99.99% Density
A common misconception is that wire-based processes (like WAAM) yield lower resolution or density than powder. While this is true for arc-based systems, Meltio’s Laser Metal Deposition (LMD) utilizes a coaxial laser array to achieve forging-level properties.
- Enhanced microstructure: Meltio’s laser process produces an extremely compact heat-affected zone (HAZ), minimizing heat transfer to the layers below or the surrounding area of the melt pool. This results in a better microstructure of the printed part.
- Controlled process: Meltio’s LMD ensures precise control over the wire as it enters the melt pool coaxially. The wire melts at the point of contact with the substrate, independent of the material flow. This allows for the implementation of a sophisticated feedback system, ensuring a stable and controlled process.
- Simplified machine clean-up: Wire-based additive manufacturing processes require less machine clean-up compared to powdered feedstock methods, as there is less residual material to remove after printing. This results in cleaner and tidier workspaces. There is less residue or dust, minimizing the need for frequent cleanups and contributing to a more efficient workflow.

4.3. HSE and Shop floor integration
Integrating metal AM usually requires a dedicated «bunker» with explosion-proof ventilation, respirators, and vacuum suits to handle reactive powders like Titanium or Aluminum. Wire eliminates this infrastructure burden.
- Reduced need for protective equipment: Unlike some powdered additive manufacturing processes, wire-based methods do not involve the risk of aerial particulates. As a result, there may be reduced need for extensive protective equipment, leading to improved operator comfort and safety.
- Reduced contamination risk: Since the wire is solid and less prone to dispersal, the risk of cross-contamination between different materials is minimized. In contrast, powdered feedstock can be more susceptible to mixing or accidental spills, leading to potential material contamination.
- Improved handling and transportation: Wire feedstock is easier to handle and transport due to its solid and structured nature. Usually, it is commercialized on spools or reels, making it convenient to load into the 3D printing system.

4.4. Simplified material swapping
Changing materials in a powder system is a downtime-heavy operation involving vacuuming, cleaning filters, and purging lines to avoid cross-contamination.
- Material change: Switching between different materials is often more straightforward with wire-based additive manufacturing. The ability to swap wire types with relative ease can support the production of diverse components without significant downtime and also allow the printing of dual material parts.
- Dual wire capability: Meltio’s printhead is equipped with two independent wire feeders, enabling the printing of two different materials during a single print. This capability allows for applications such as hard-facing or anti-corrosion coatings and it offers an easy, fast, convenient, and sustainable solution for dual 3D printing without the risk of cross-contamination.
4.5. Same facilities, improved stock management
- Facility requirements: Wire-based additive manufacturing processes present the advantages of facilities with limited space or specific infrastructure constraints. The simpler handling of wire feedstock requires fewer facility modifications.
- Convenient storage: Wire feedstock is easier to store compared to bulkier and more cumbersome powdered materials. Wire feedstock typically requires less storage space allowing a better organization and utilization of storage areas, maximizing the available space.
- Inventory management: The structured form of wire feedstock allows for easier inventory management and control. It is simpler to track the quantity of wire remaining, enabling better planning for material restocking. Moreover, wire feedstock tends to have a longer shelf life compared to some powdered materials, which may ensure the material remains usable over extended periods without degradation.
4.6.Additional advantages of Meltio’s Wire-LMD
- Enhanced productivity: It can be more efficient and productive, especially in continuous deposition systems. The continuous feed of wire allows for uninterrupted production, minimizing downtime and maximizing output
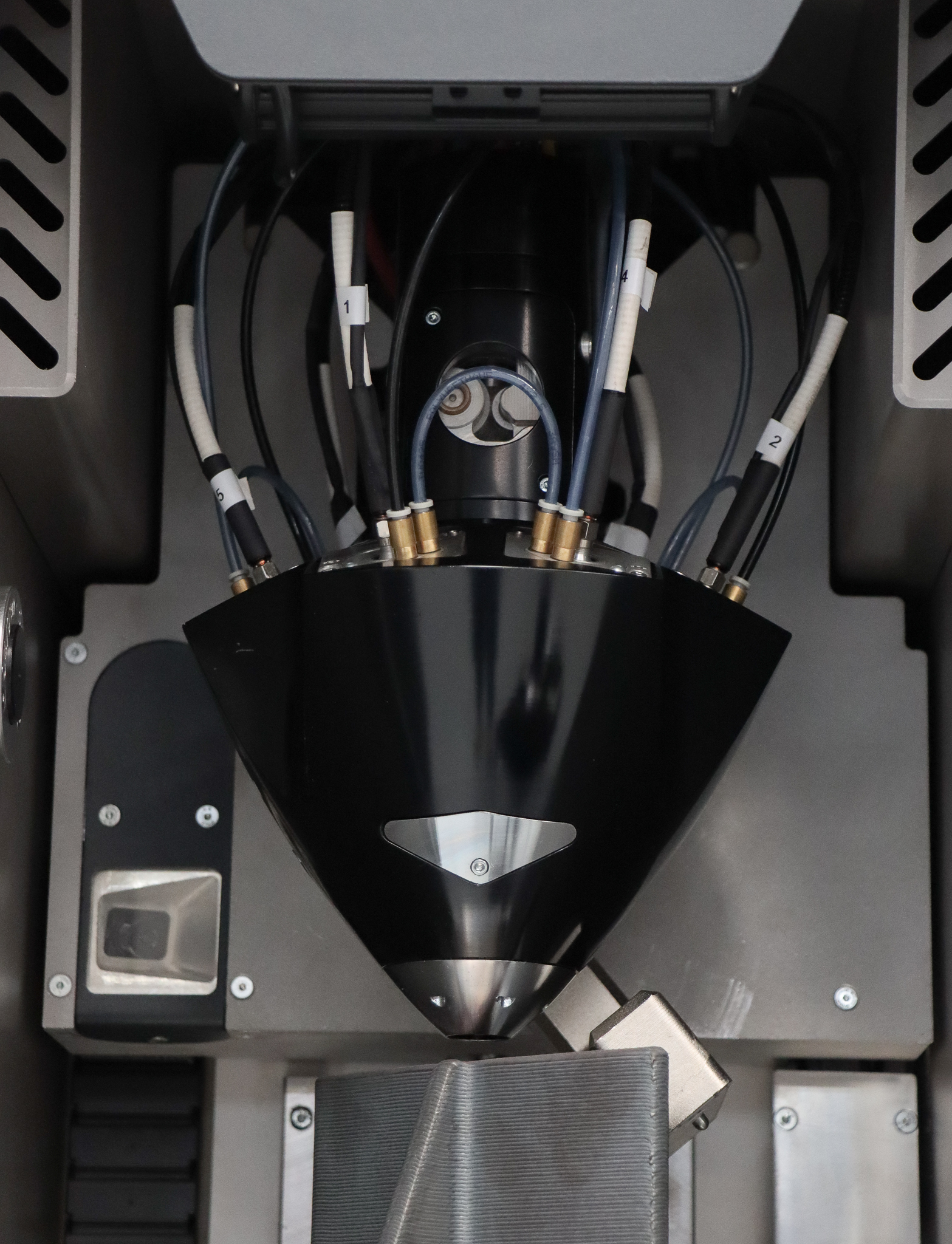
- Meltio’s deposition head: The design features a coaxial wire feed, ensuring that the wire comes through the center of the melt pool. This setup enables consistent printing quality in all directions. Additionally, the system incorporates a distributed laser system with six 200W lasers positioned around its diameter. This arrangement ensures an extended service life, thanks to the low optical densities of the lasers.

8. Conclusion
Wire-based LMD is not about replacing every AM technology; it is about addressing the specific needs of industrial machine shops. For parts requiring near-net-shape efficiency, structural integrity, and low operational costs, wire is the superior feedstock.
Frequently Asked Questions
The primary difference is the heat source and resolution. WAAM (Wire Arc Additive Manufacturing) uses an electric arc (plasma), resulting in high heat input, significant thermal distortion, and lower resolution layers (2-3mm). Meltio (LMD) uses concentrated laser energy. This results in a much smaller Heat Affected Zone (HAZ), higher cooling rates, and finer layer resolution (0.8mm - 1.2mm). Consequently, Meltio parts require significantly less post-processing time to achieve final tolerances.
Yes. Meltio prints fully dense metal parts with properties comparable to cast or forged materials. Internal studies and third-party validation confirm densities of 99.99% for standard materials like Stainless Steel 316L and Titanium 6Al4V. The multi-laser approach ensures uniform melting of the wire feedstock, preventing the porosity issues often found in powder-binder jetting processes.
The Meltio Engine is designed for hybrid manufacturing. It mounts directly onto the Z-axis or turret of a CNC machine. The system communicates via standard M-codes, allowing the CNC controller to trigger the laser and wire feed. This enables a workflow where the machine adds material (printing) and immediately machines it to tolerance (milling) in a single setup, eliminating re-fixturing errors.
Yes. Meltio operates on an open software architecture. While Meltio Horizon is the dedicated slicer for the M450 printer, the Meltio Engine (Robot and CNC integration) generates toolpaths using standard CAM software post-processors. Officially supported platforms include Siemens NX, Mastercam, Autodesk Fusion 360, and SprutCAM. This allows engineers to utilize their existing CAM workflows for additive toolpath generation.
The deposition rate depends on the material and laser power settings, but generally ranges from 0.5 kg/h to 1 kg/h (approx. 1-2 lbs/h) for a single wire setup. This strikes a balance between the slow build rates of SLM (Powder Bed Fusion) and the high-input, low-fidelity output of WAAM.