
In the industrial maintenance sector, component obsolescence is a critical threat to operational continuity. When a specific part is no longer available, companies often face the disproportionate cost of replacing entire systems.
iMet-3D, a service bureau in Spain based in Lantarón, specializes in solving these high-value engineering challenges. Utilizing Laser Metal Deposition (LMD) technology, they provide integral services ranging from design to high-precision finishing. This case study details how iMet-3D partnered with Bozzetto Group to salvage a critical centrifugal pump, demonstrating the economic and technical viability of wire-laser additive manufacturing for maintenance, repair, and operations (MRO).
1. Critical failure and obsolescence
Bozzetto Group, an industrial firm also based in Lantarón, encountered a severe failure in a horizontal centrifugal pump. The specific point of failure was the bearing support (palier), which had become extremely corroded and industrially unusable due to aggressive atmospheric conditions.
The engineering team faced three compounding constraints:
-
Material degradation: The original part was manufactured from GG-25 cast iron with a painted finish, which proved insufficient for the operating environment.
-
Supply chain void: The pump model was discontinued. The specific spare part was unavailable in the market, and traditional manufacturing suppliers quoted extensive lead times of up to 2 months.
-
Disproportionate cost: Replacing the entire pump unit was estimated at approximately €5,000, a significant capital expenditure caused by the failure of a single component.
2. Reverse engineering without digital assets
iMet-3D needed to recreate a complex geometry without original CAD files. The challenge was to deliver a replacement that was not only dimensionally accurate but also superior in material properties to the original, all while keeping costs below the price of a full pump replacement.
The technical requirements included:
-
Precise geometric reconstruction: Identifying connection points with the shaft, bearings, and pump casing.
-
Material upgrade: Selecting a material compatible with the Meltio M450 that would resist future corrosion.
-
Process economics: balancing print time and surface finish to ensure the project remained cost-competitive.

3. Deploying Meltio’s technology for rapid industrial repair
iMet-3D implemented a workflow centered on the Meltio M450, utilizing Stainless Steel 316L (AISI-316L) wire. This material was chosen for its excellent behavior in the LMD process and its superior corrosion resistance compared to the original cast iron.
1. Reverse engineering
Instead of 3D scanning, the team utilized conventional metrology (calipers) to capture the geometry, as the part allowed for manual modeling.
The component was disassembled and measured to register coordinates for bearing housings and bolt holes.
A 3D model was reconstructed in Solid Edge, incorporating internal diameters and structural reinforcements.
2. Additive Manufacturing strategy
Technology: Meltio M450.
Layer Height: 1.2mm. This parameter was selected by the client to optimize print speed and reduce costs, as it required fewer printing hours.
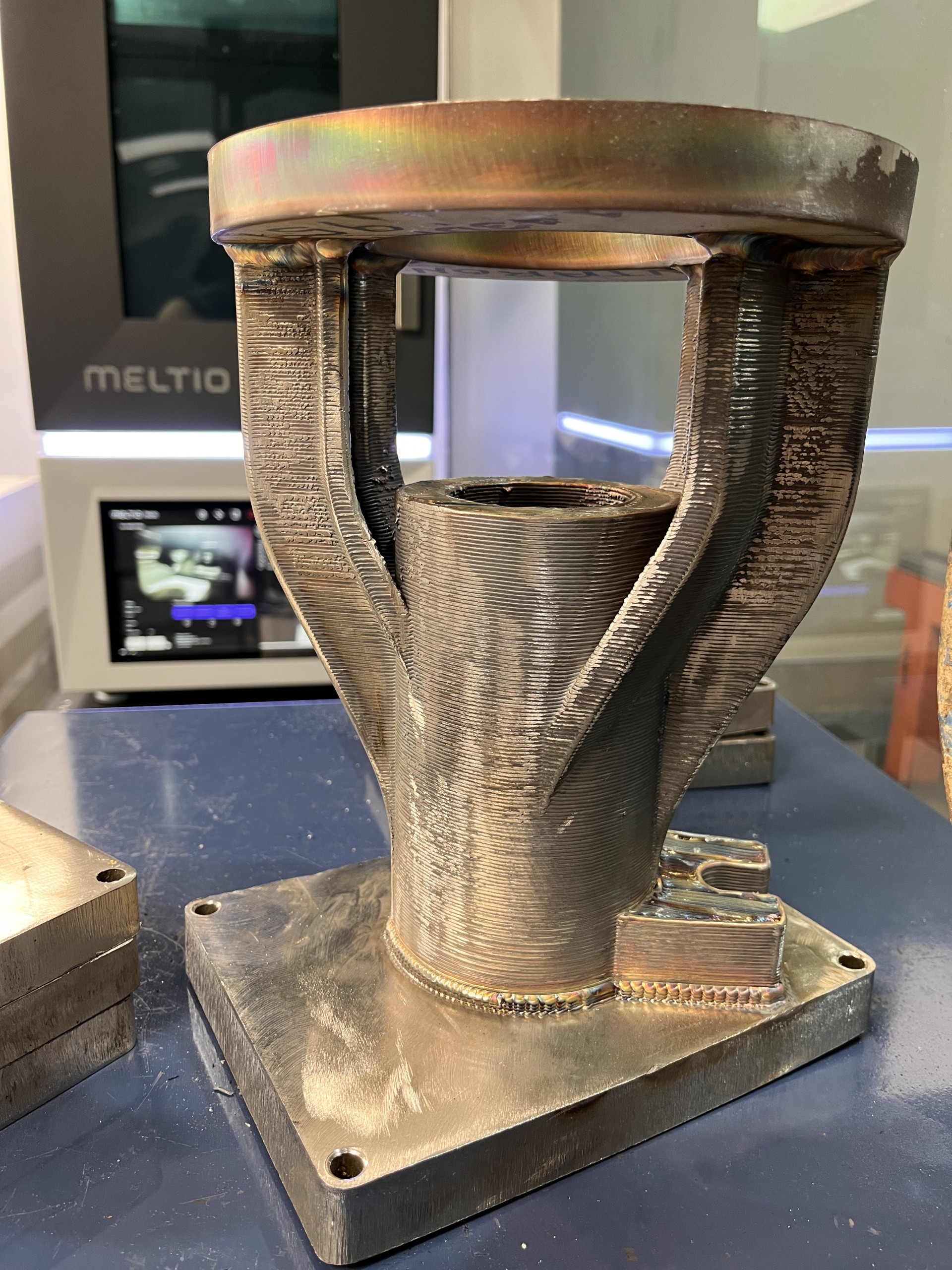
Print Time: The printing process was completed in 28.5 hours.
3. Post-Processing
To finalize the part for installation, the printed near-net-shape component underwent:
Welding: Joining the printed piece to the upper flange.
Machining: CNC work on the central shaft area and facing of both sides to ensure tight tolerances.
Surface finish: Ceramic bead blasting (granallado) to improve aesthetics and surface uniformity.

4. The Business Case: Comparing LMD efficacy against traditional procurement
The application of Laser Metal Deposition (LMD) yielded quantifiable technical improvements over traditional hardfacing methods.
70% Cost reduction
The total cost of the printed part was €787.09 (excluding machining), compared to the €5,000 cost of a new pump. The final component cost was roughly one-third of what traditional manufacturers quoted for a similar custom body
Lead time reduction
The entire process, from engineering to installation, was completed in 1 week, drastically undercutting the 2-month lead time for traditional repair methods.
Material performance
The transition from painted GG-25 iron to AISI-316L Stainless Steel ensures a significantly longer service life and higher resistance to the corrosive environment.
Mechanical integrity
The LMD process yielded a part with 99.998% density and isotropic characteristics, validating its use in high-stress industrial applications.

lt is the perfect platform for large and complex 3D printing, repair, cladding and feature addition.
On-site, on-demand production
Wire feedstock proves more affordable and safer than powder-based alternatives.

5. A new standard for recovering high-value industrial assets
This project validates the role of the Meltio M450 not just as a prototyping tool, but as a critical asset in industrial maintenance strategies. By leveraging iMet-3D’s expertise, Bozzetto Group avoided scrapping a valuable asset. The case demonstrates that for obsolete parts, LMD technology offers a superior alternative to traditional supply chains—delivering parts faster, cheaper, and with better material properties than the original.