

Solving bottlenecks in automotive injection molds with conformal cooling channels

To investigate cycle time reductions, their engineering team, specialized in plastic injection molding, led an initiative to integrate metal additive manufacturing into their tooling facilities

1. Addressing the 80% cycle time bottleneck
In plastic injection molding, the cooling stage is a significant bottleneck, accounting for 70% to 80% of the total cycle time. Ensuring uniform cooling is critical to reducing internal stresses, minimizing warpage, and mitigating shrinkage.
Historically, the company manufactured all molds using conventional machining processes. However, traditional straight-channel cooling methods frequently fail to cool complex mold geometries adequately.
This limitation leads to uneven temperature distribution, where areas with limited coolant flow experience insufficient cooling, causing thermal gradients and irregular shrinkage across the part.
2. The geometries of conformal cooling
The engineering team sought to implement conformal cooling channels, which closely follow the contours of the mold cavity to provide uniform cooling. This approach reduces thermal gradients and minimizes defect risks.
However, fabricating these channels presents specific manufacturing hurdles:
Wire diameter
Additive manufacturing using welding wire introduces limitations based on the wire diameter, which can complicate the precise printing of reduced dimensions and intricate internal details.
Cooling channels' size
Geometric restrictions dictate the minimum feasible size of the cooling channels.
Printing parameters
Establishing correct printing parameters is critical to ensure the proper functioning and printability of the final component.
Surface roughness
Potential surface roughness inside the printed channels must be managed.

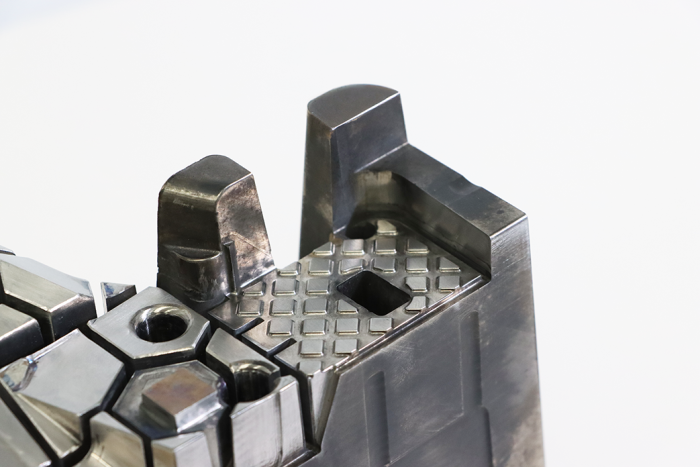
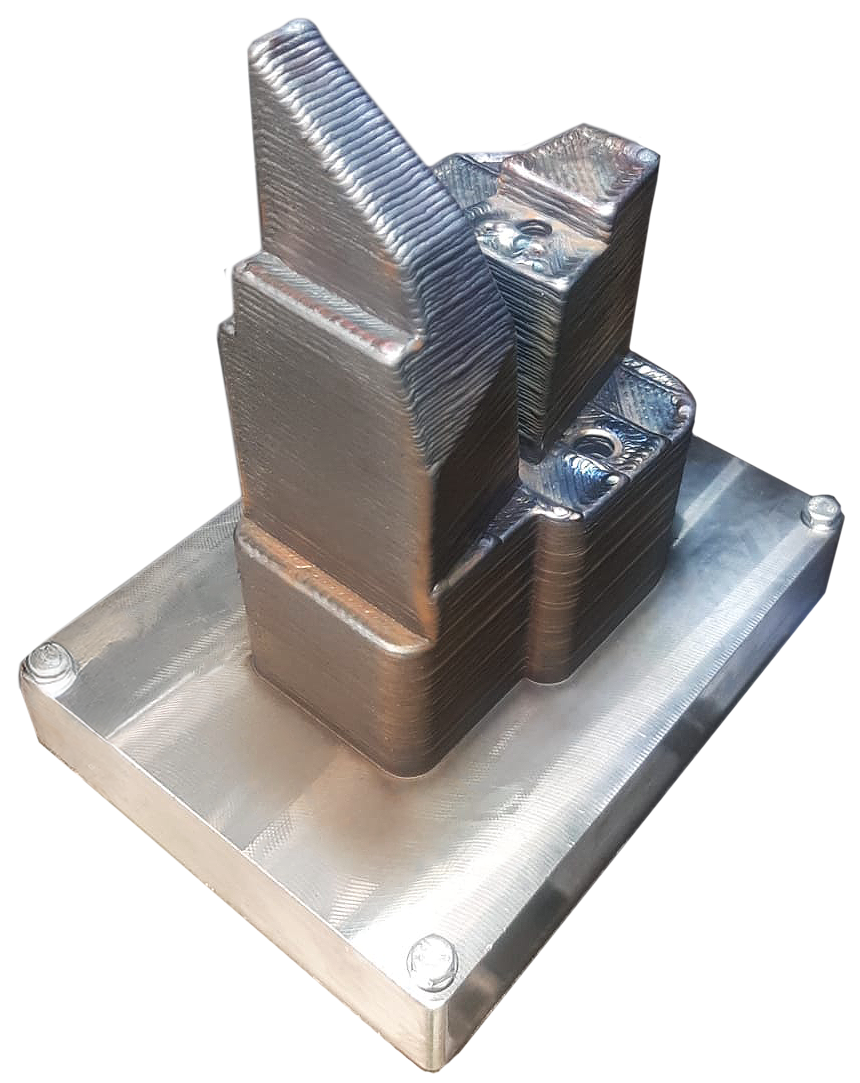
3. High-performance metal 3D printed inserts
To address these constraints, the team utilized the Meltio M600 system to produce a plastic injection mold insert. The material selected was Meltio Tool Steel H11 welding wire. This high-performance consumable offers high hardness and excellent toughness, delivering the durability required for resistance to thermal and mechanical stresses in mold-making environments.
The printed part measured 83 x 115.5 x 174 mm and weighed 5.99 kg. The printing process required 40 hours and 58 minutes, operating with a 1 mm layer height and argon shield gas.
“The initial operational test involved integrating a single insert printed with the Meltio M600.”
4. Measurable thermal reductions and cost efficiency
The integration of the 3D-printed tool steel insert yielded immediate, quantifiable results during injection tests.
Temperature decrease
The team recorded a significant temperature decrease of 20°C in the vicinity of the printed insert.
100% material usage
Utilizing additive manufacturing demonstrated a notable reduction in material usage compared to traditional subtractive machining.
Cost-efficiency
The total print cost was highly controlled, calculated at €319.83 using standard gas bottles, and €292.30 when utilizing liquefied gas.
Expand your manufacturing capabilities with blue lasers, a large build volume, and a fully inert chamber for the best material properties. Printing is easier than ever thanks to the improved process control, advanced sensors and live monitoring allowing you to produce parts consistently 24/7.
The Meltio M600, with its built-in 3-axis probing system and work-holding solutions, is the ideal companion for your manufacturing operations.
Global supply chain disruptions threaten defense readiness. Meltio provides the solution: on-demand metal part production with autonomous Wire-Laser Metal 3D Printing.
Our technology combines safety, reliability, and easy integration.
Wire feedstock proves more affordable and safer than powder-based alternatives.
5. Next steps: Symmetrical inserts and copper printing
Following the initial success, the company produced the symmetrical counterpart of the insert to facilitate injection under new conditions and accurately quantify cycle time enhancements. Subsequent trials reaffirmed the positive cooling outcomes. However, the technical team noted that the assembly duration of multiple components remains a limiting factor that requires further consideration.
Looking forward, the team is exploring printing copper. Copper provides exceptional thermal conductivity, presenting a method to transport thermal energy away from mold hot spots where geometric limitations prevent the physical placement of cooling channels.
FAQs
The 5.99 kg insert took 40 hours and 58 minutes to print using the Meltio M600.
Meltio Tool Steel H11 welding wire was used due to its high hardness, excellent toughness, and resistance to thermal stresses.
Copper offers exceptional thermal conductivity, making it ideal for acting as an internal element to draw heat away from specific hot spots where intricate cooling channels cannot be printed.