In the high-volume glass industry, the mold is the heartbeat of production. When a mold wears down, the traditional path to restoration is often a bottleneck: slow, manual, and thermally aggressive.
For decades, the standard has been oxyacetylene welding. It works, but it is inefficient.
Sivó, a specialized industrial workshop in Spain with over a century of metallurgy heritage, faced this exact stagnation. By integrating Meltio’s Wire-Laser DED (Directed Energy Deposition) technology into their existing CNC workflow, they didn’t just iterate on their process; they overhauled the economics of mold repair.
This article dissects the technical transition from manual thermal spray to hybrid manufacturing, analyzing the material data, process parameters, and operational impact.
1. Why manual welding slows production
Glass container molds are deceptive. While they appear to be simple blocks of metal, they are typically bimetallic components. The core is often Cast Iron (chosen for its thermal conductivity and cost), while the joint areas and edges are metalized (hard-faced) to withstand the abrasive clamping and thermal cycling of glass production.
Repairing these interfaces presents three specific engineering hurdles:
Thermal distortion: Traditional oxy-fuel welding dumps massive amounts of heat into the part, requiring long pre-heating and post-cooling cycles to prevent cracking or warping.
Material compatibility: Bonding hard-facing alloys to cast iron requires precise dilution control to avoid brittle intermetallic phases.
Process fragmentation: The part moves from pre-heat to weld to cool to machine to polish. Each step adds handling time and error margin.
2. Integrating Wire-Laser DED into CNC workflows
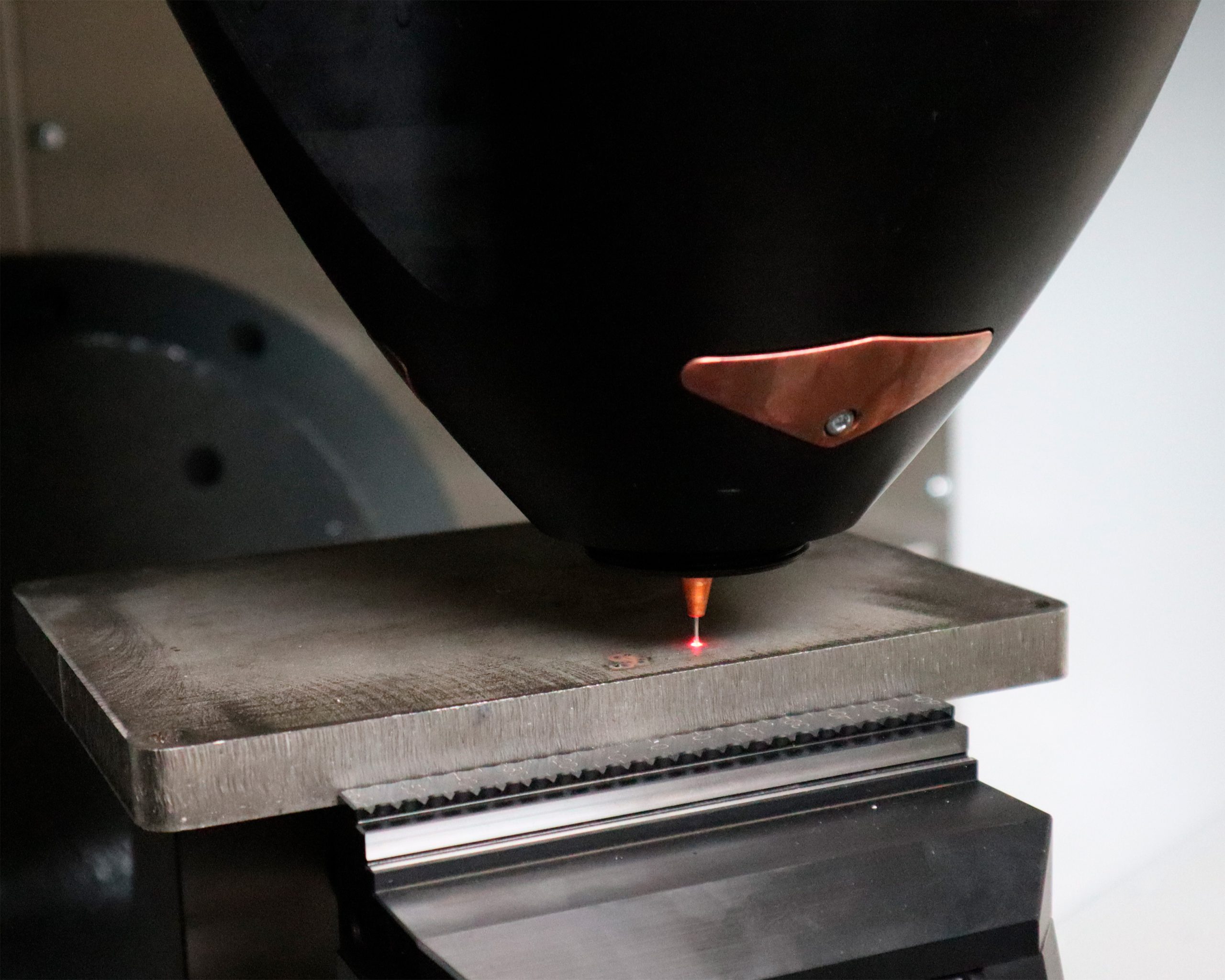
Sivó implemented the Meltio Engine, integrating a multi-laser deposition head directly into their CNC machinery. This created a hybrid cell capable of both additive and subtractive operations in a single setup.
Unlike powder-based systems (SLM), which are unfit for large repair work, or traditional arc welding (WAAM), which can lack the precision for fine edges, LMD (Laser Metal Deposition) with wire offers the “Goldilocks” zone for this application:
Low heat input
The laser energy is concentrated, creating a minimal Heat Affected Zone (HAZ), reducing the need for aggressive pre-heating.
Clean material
Using industrial welding wire (e.g., Stainless Steel 316, 308, or Nickel alloys) eliminates the health hazards and contamination risks o
Near net shape
The robot deposits material only where needed, drastically reducing the subsequent machining time.
3. Quantifying the impact: 77% Lead time reduction
The following data compares Sivó’s legacy process against the Meltio Hybrid DED process.
1. Cycle time & efficiency
Metric
Traditional Process
Meltio Hybrid DED
Impact
Total Production Time
88 minutes
27 minutes
70% Reduction
Machining Time
20 minutes
11 minutes
45% Faster
Printing/Welding Time
N/A (Manual)
5 minutes
Automated
Process Steps
6 steps
2 steps
Streamlined
2. Cost dynamics
Material Cost: Reduced from €38/kg (specialized powders) to €10/kg (commodity welding wire).
Labor: Reduced operator requirement from 5 to 2 technicians, reallocating skilled labor to higher-value tasks.
3. Supply chain agility
The most critical metric for the end-user (the glass plant) is Turnaround Time.
Old Protocol: Required slow pre-heating and controlled cooling, often resulting in a 2-3 day lead time.
New Protocol: The low-heat input of the laser allows for rapid repairs. The mold can be returned to service in hours.
“We moved from a concept of chip removal to material adhesion. It requires a different mindset, but the ability to alternate between deposition and machining in the same coordinate system allows us to salvage parts that were previously scrap.” — José Sivó, Director of Additive Manufacturing at Sivó.
4. Validated wire materials for Tooling Repair
Sivó has validated a range of materials compatible with the Meltio process for various tooling applications, including:
Stainless Steels: 316L, 308, 17-4PH (excellent for corrosion resistance and hardness).
Tool Steels: H11 (hot work tool steel, crucial for retaining hardness at elevated temperatures).
The ability to switch materials quickly allows the engineer to tailor the repair to the specific wear mode of the mold, whether it be thermal fatigue, impact, or erosion.
5. Best practices for integrating additive repair
If your facility manages mold maintenance or tooling repair, consider the following before adopting DED:
1. Assess base material
Ensure your cast iron or tool steel base is characterizable. LMD works best when the substrate composition is known to manage dilution.
2. Hybrid vs. Robot
For mold repair requiring high dimensional tolerance, a CNC integration (Hybrid) is superior to a robotic arm due to the rigidity and immediate machining capability.
3. CAM Strategy
You are no longer just cutting; you are building. Your CAM team must upskill to understand slicing strategies for additive paths (e.g., varying layer heights for complex geometries).
6. Implementation protocol
To replicate Sivó’s success in your workshop:
Audit your “Scrap” pile: Identify molds currently discarded due to wear that is “too expensive” to repair manually.
Calculate the ROI: Use the table above. Substitute your local labor rates and wire costs to project savings.
Define the interface: Determine the necessary hardness for the mold edges. Select a wire (e.g., SS 316 or H11) that matches or exceeds current hard-facing performance.
Yes, but it requires specific process parameters. While Cast Iron has high carbon content which can lead to cracking, the precise heat control of the laser, combined with appropriate buffer layers (like Nickel or Stainless Steel), allows for a strong metallurgical bond without compromising the substrate.
Is post-processing required?
Yes. DED is a "Near Net Shape" technology. While it is much closer to the final geometry than manual welding, a finishing pass with the CNC is required to achieve the final tolerance and surface finish required for glass molding.
Near-Net-Shape: Parts are printed very close to their final size, drastically reducing machining time and waste.
Cost Efficiency: It eliminates the high material waste associated with subtractive manufacturing (cutting away from a block).
Design Freedom: It allows for complex geometries (like topology-optimized parts) that are impossible to forge or cast.
How does the bond strength compare to welding?
The bond created by laser DED is metallurgical, fully dense, and typically exhibits lower porosity than manual welding. The dilution is low, meaning the added material retains its properties better than in high-heat arc welding.
Para ofrecer las mejores experiencias, utilizamos tecnologías como las cookies para almacenar y/o acceder a la información del dispositivo. El consentimiento de estas tecnologías nos permitirá procesar datos como el comportamiento de navegación o las identificaciones únicas en este sitio. No consentir o retirar el consentimiento, puede afectar negativamente a ciertas características y funciones.
Funcional
Always active
El almacenamiento o acceso técnico es estrictamente necesario para el propósito legítimo de permitir el uso de un servicio específico explícitamente solicitado por el abonado o usuario, o con el único propósito de llevar a cabo la transmisión de una comunicación a través de una red de comunicaciones electrónicas.
Preferencias
El almacenamiento o acceso técnico es necesario para la finalidad legítima de almacenar preferencias no solicitadas por el abonado o usuario.
Estadísticas
El almacenamiento o acceso técnico que es utilizado exclusivamente con fines estadísticos.El almacenamiento o acceso técnico que se utiliza exclusivamente con fines estadísticos anónimos. Sin un requerimiento, el cumplimiento voluntario por parte de tu proveedor de servicios de Internet, o los registros adicionales de un tercero, la información almacenada o recuperada sólo para este propósito no se puede utilizar para identificarte.
Marketing
El almacenamiento o acceso técnico es necesario para crear perfiles de usuario para enviar publicidad, o para rastrear al usuario en una web o en varias web con fines de marketing similares.